
Der 2K-Spritzguss, auch 2-Komponenten-Spritzguss genannt, ist die am häufigsten eingesetzte Ausprägung des Mehrkomponentenspritzgusses. Dabei werden zwei Materialien – oder zwei Farben beziehungsweise Härten – so kombiniert, dass ein Bauteil in einem automatisierten Prozess entsteht. Der entscheidende Vorteil: Funktionen wie Dichtlippen, Soft-Touch-Zonen, Griffbereiche oder farbliche Akzente werden direkt in das Bauteil integriert, ohne dass Kleben, Stecken oder zusätzliche Montageprozesse nötig sind.
Damit 2K-Bauteile in der Serie stabil laufen, sind drei Bereiche maßgeblich: das passende Prozesskonzept, ein zuverlässiger Verbund an der Grenzfläche und ein Design, das die Besonderheiten der Mehrkomponententechnik berücksichtigt. In diesem Artikel erhalten Sie einen kompakten, praxisnahen Überblick über die wichtigsten Varianten, typische Stolpersteine und bewährte Lösungsansätze.
Grundlagen des 2K-Spritzgussverfahrens
Mehrkomponentenspritzguss ist der Oberbegriff für Verfahren, bei denen mindestens zwei Komponenten in einem Werkzeug oder in einem prozessnahen Ablauf zu einem Bauteil zusammengeführt werden. Beim 2K-Spritzguss entsteht zunächst ein Vorspritzling als Träger, auf den anschließend die zweite Komponente aufgebracht wird. Diese zweite Komponente übernimmt typischerweise eine zusätzliche Funktion, verbessert die Haptik oder erzeugt einen optischen Effekt.
Der Begriff "2K" wird häufig missverstanden: Er bedeutet nicht automatisch, dass zwei Maschinen eingesetzt werden. In der Praxis entstehen viele 2K-Teile in einer 2K-Zelle, etwa über Index- oder Drehkonzepte oder über Kernrückzug. Transfer-Konzepte, bei denen der Vorspritzling umgesetzt wird, sind ebenfalls möglich, aber nur eine von mehreren Varianten.
Funktionsweise des 2K-Spritzgusses
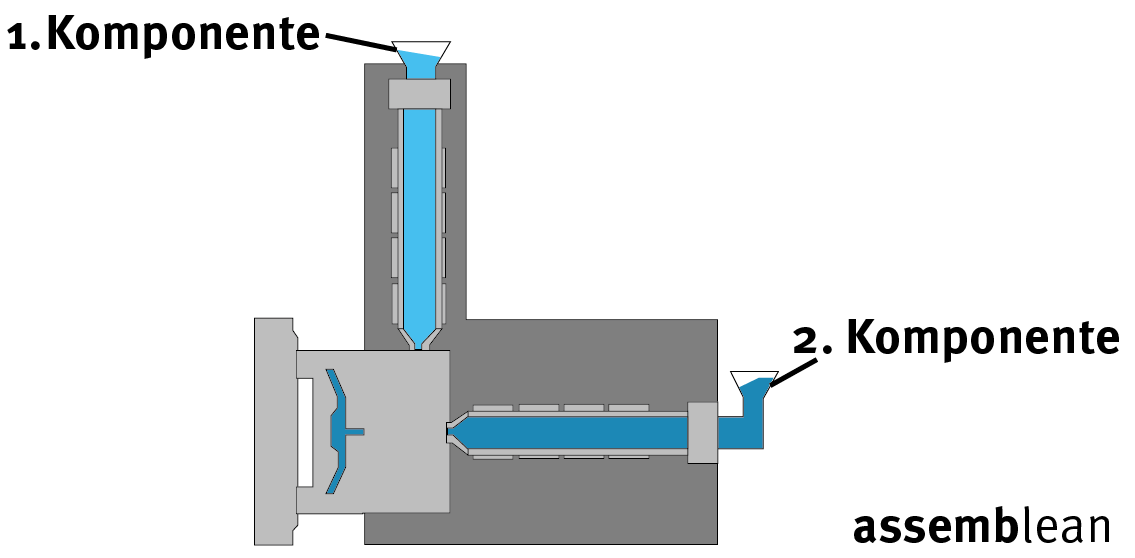
Das 2K-Spritzgussverfahren besteht aus zwei aufeinanderfolgenden Spritzgussvorgängen. Zunächst wird ein sogenannter Vorspritzling hergestellt, der als Basis für das finale Bauteil dient.
Anschließend wird eine zweite Kunststoffkomponente oder ein Flüssigsilikon über, in und um den Vorspritzling gespritzt. Dieser Prozess erfordert spezielle Spritzgießmaschinen und Werkzeuge, die beide Spritzgussvorgänge präzise steuern können.
Schritt-für-Schritt-Prozess
Prozesskonzepte im 2K- und Mehrkomponentenspritzguss
Welches Konzept geeignet ist, hängt vor allem von Bauteilgeometrie, Stückzahl, Qualitätsanforderungen und Materialpaarung ab. Entscheidend ist, wie der Vorspritzling zur zweiten Komponente positioniert wird und wie stabil das Interface hinsichtlich Haftung und Gratbildung beherrscht wird.
Indexplatte, Drehteller und Rotationskonzepte
Bei Rotationskonzepten wird der Vorspritzling nach dem ersten Schuss im Werkzeug in eine zweite Station überführt, typischerweise über Indexplatten oder Dreheinheiten. Der Ablauf ist wiederholgenau, weil Position und Timing fest definiert sind. Dieses Prinzip ist besonders attraktiv für Serienanwendungen, da es hohe Prozessstabilität ermöglicht und den Einfluss von Handling und Zwischenzeiten minimiert.
Core-back, Kernrückzug und Schiebertechnik
Beim Kernrückzug verändert sich nach dem ersten Schuss die Kavität: Ein Kern oder Schieber wird verfahren, sodass erst dann der Raum entsteht, in den die zweite Komponente eingespritzt wird. Das ist besonders dann sinnvoll, wenn die zweite Komponente lokal begrenzt ist, etwa bei Dichtlippen, Soft-Touch-Feldern oder definierten Funktionsbereichen. Da sich die Werkzeuggeometrie während des Zyklus bewegt, sind die Auslegung der Dichtflächen (Shut-offs) und die Entlüftung an der Grenzfläche in der Praxis besonders wichtig.
Transfer und Umsetzen
Beim Transfer wird der Vorspritzling entnommen und in eine zweite Form beziehungsweise Station überführt, häufig automatisiert über Robotik. Der Ansatz bietet Flexibilität, etwa bei komplexen Kombinationen oder speziellen Prozessketten. Gleichzeitig wächst der Einfluss von Zwischenzeiten: Temperaturabfall und mögliche Kontamination des Vorspritzlings können die Haftung deutlich stärker beeinflussen als bei Index- oder Core-back-Lösungen.
Verwandte Mehrkomponenten-Varianten
Unter dem Begriff Mehrkomponententechnik werden häufig auch Sandwich-Spritzguss und Koinjektion geführt. Diese Verfahren sind in der Zielsetzung jedoch meist anders gelagert als klassische 2K-Anwendungen mit Hart/Weich-Zonen. Beim Sandwich-Spritzguss bildet ein hochwertiges Skin-Material die Oberfläche, während ein Core-Material das Innere füllt, beispielsweise zur Materialeinsparung oder zur Nutzung von Recyclingmaterial. Koinjektion erzeugt ebenfalls Skin-Core-Strukturen, häufig als Skin-Core-Skin, durch sequentielle oder überlappende Einspritzung. Wenn Sie ein Bauteil mit Träger und Funktionszone planen, stehen in der Regel Index-, Core-back- oder Transferkonzepte im Vordergrund; Sandwich- und Koinjektionsverfahren sind vor allem dann relevant, wenn Skin-Core der Kernnutzen ist.
Materialien im 2K-Spritzguss
Im 2K-Spritzguss kommen häufig Kombinationen aus Thermoplast und Thermoplast zum Einsatz, etwa um zwei Farben, zwei Härten oder unterschiedliche Funktionen in einem Bauteil zu vereinen. Ebenso verbreitet sind Hart/Weich-Kombinationen aus Thermoplast und TPE oder TPU, zum Beispiel für Dichtungen, Griffzonen oder Soft-Touch-Oberflächen. Auch Thermoplast in Verbindung mit LSR (Silikon) ist möglich, gilt jedoch in der Praxis oft als anspruchsvoller und erfordert eine besonders saubere Abstimmung von Material und Prozess.
Für eine stabile Serienfertigung ist weniger eine reine Materialliste entscheidend als die Frage, ob die Paarung in vier Punkten passt: der Verbund an der Grenzfläche, das passende Temperaturfenster, die Risiken aus Schwindung und Verzug durch unterschiedliche Materialeigenschaften sowie die konkrete Anforderung an Haptik, Medienbeständigkeit, Temperatur und Zulassungen.

Haftung und Verbund: der Erfolgsfaktor im Mehrkomponentenspritzguss
Bei 2K-Bauteilen entscheidet die Grenzfläche über Funktion und Ausfallrisiko. Der Verbund entsteht typischerweise über chemisch-physikalische Haftung, etwa durch Benetzung und Diffusion, oder über mechanische Verriegelung. Gerade in der Praxis ist es üblich, beide Prinzipien zu kombinieren: Die Materialpaarung wird so gewählt und prozessiert, dass Haftung entsteht, und das Design sorgt bei Bedarf über formschlüssige Geometrien für zusätzliche Sicherheit.
Wenn die Haftung funktional kritisch ist – etwa bei Dichtungen, Griffbereichen oder Schutzlippen –, sollten Materialpaarung und Prozessfenster über geeignete Prüfmethoden abgesichert werden. Für TPE-Verbunde sind solche Prüfansätze in der Industrie etabliert und helfen dabei, Varianten vergleichbar zu bewerten.
Für die Verbundqualität sind im 2K-Prozess vor allem vier Parametergruppen relevant: die Temperatur der Substratoberfläche zum Zeitpunkt des zweiten Schusses, die Temperierung an der Grenzfläche, die Einspritzdynamik der zweiten Komponente und eine saubere Entlüftung im Interface-Bereich. Gerade eingeschlossene Luft an der Grenzfläche führt nicht nur zu optischen Effekten, sondern kann auch Haftungsprobleme verursachen.
Ein Sonderfall ist die Kombination von Thermoplast und LSR. Hier entsteht die Haftung nicht automatisch, weshalb in der Praxis teils mit Oberflächenaktivierung gearbeitet wird, um Verbundhaftung zu ermöglichen oder gezielt zu verbessern. Wer Thermoplast-LSR plant, sollte das deshalb als abgestimmtes Material- und Prozessketten-Thema betrachten, nicht nur als Materialfrage.
2K-Design: worauf es wirklich ankommt
Gutes 2K-Design ist Grenzflächen-Design. Die Geometrie muss sicherstellen, dass die zweite Komponente die Kontaktflächen vollständig benetzen kann, nicht in Sackgassen läuft und nicht an kritischen Sichtkanten endet. Besonders wichtig ist zudem die Auslegung von Shut-offs und Dichtkanten: Grat an der Grenzfläche ist nicht nur ein optisches Thema, sondern kann Dicht- und Haptikfunktionen direkt beeinträchtigen. Je beweglicher das Werkzeugkonzept, desto mehr zählt eine steife, gut geführte Dichtgeometrie.
Wenn chemische Haftung nicht zuverlässig zu erwarten ist – etwa bei bestimmten Materialkombinationen, bei Füllstoffen oder unter Medien- und Alterungsbelastung –, bieten formschlüssige Elemente eine robuste Absicherung. Dazu zählen Durchbrüche, Hinterschneidungen, Verzahnungen oder gezielte Ankerpunkte, die die zweite Komponente mechanisch „einfangen“.
Auch das Dickenverhältnis ist im 2K-Design entscheidend. Wird die zweite Komponente deutlich dicker als der Vorspritzling, steigen Spannungen und Verzugsrisiken. Gerade bei Hart/Weich-Kombinationen lohnt es sich, Übergänge bewusst zu gestalten und kritische Bereiche früh zu mustern. Gleichzeitig gilt: Die zweite Komponente muss genug Energie einbringen, um einen Verbund zu erzeugen, darf das Substrat aber nicht unkontrolliert aufweichen oder verformen. Die Temperaturlogik ist deshalb ein Balance-Thema, das im Werkzeug- und Prozesskonzept mitgedacht werden muss.
Typische Fehlerbilder und wie man sie minimiert
Delamination oder Ablösen entstehen häufig dann, wenn das Substrat zum Zeitpunkt des zweiten Schusses zu kalt ist, die Benetzung an der Grenzfläche nicht ausreicht oder die Materialpaarung ohne mechanische Absicherung betrieben wird. In der Praxis helfen eine stabilisierte Interface-Temperatur, eine gezielte Entlüftung im Grenzflächenbereich und – wenn nötig – konstruktive Verriegelungen, die den Verbund auch bei Schwankungen absichern.

Grat oder Flash an Grenzfläche und Shut-off tritt typischerweise auf, wenn Dichtkanten zu empfindlich ausgelegt sind, Führung und Steifigkeit nicht ausreichen oder das Prozessfenster zu aggressiv gefahren wird. Hier zahlt es sich aus, die Shut-off-Geometrie und Werkzeugführung früh zu priorisieren und das Prozessfenster der zweiten Komponente so auszulegen, dass Dichtkanten robust bleiben.

Optische Übergänge oder Fließlinien an der Interface-Zone entstehen oft durch ungünstige Fließfrontführung, ungünstige Gate-Positionen oder Luftfallen. Eine ruhige Füllstrategie in Sichtbereichen sowie eine saubere Entlüftung an Grenzflächen und Fließwegenden sind hier zentrale Stellhebel.

Bei weichen Komponenten, insbesondere Silikon, kann das Handling des Vorspritzlings im Transferprozess kritisch sein. Das ist ein wesentlicher Grund, warum Index- oder Core-back-Lösungen häufig bevorzugt werden: Sie reduzieren Transfers, senken Verformungsrisiken und schaffen stabilere Haftbedingungen.
Praktische Anwendungen und Vorteile
Der 2K-Spritzguss bietet eine Vielzahl von Anwendungsmöglichkeiten in unterschiedlichen Branchen:
Verbesserte Ergonomie und Funktionalität
Einer der häufigsten Gründe für die Anwendung des 2K-Spritzgusses ist die Verbesserung der Griffigkeit bei gleichbleibender physikalischer Festigkeit. Beispielsweise können Griffe an Elektrowerkzeugen oder chirurgischen Instrumenten mittels eines weichen Overmoldings ergonomischer gestaltet werden.

Ästhetische Gestaltung und Branding
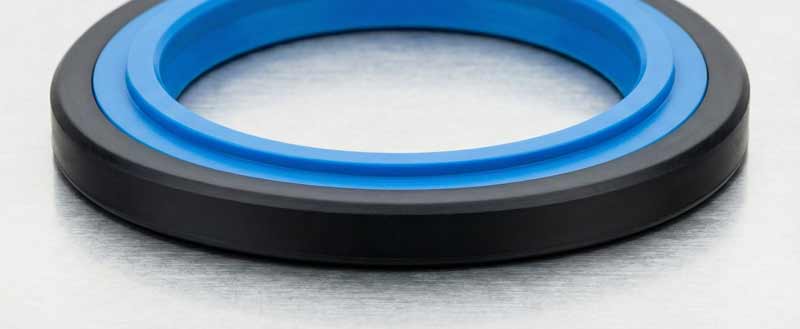
Mit dem 2K-Spritzguss lassen sich Bauteile gezielt zweifarbig ausführen oder funktionale Designmerkmale direkt integrieren – ohne nachträgliche Beschichtung oder Montage. Typische Beispiele sind Werkzeuggriffe, bei denen ein harter Träger mit einer farbigen Soft-Touch-Zone aus TPE/TPU kombiniert wird, oder Dicht- und Schutzkomponenten, bei denen farbliche Kodierungen die Montage vereinfachen und Verwechslungen vermeiden. So entstehen wiederholgenau sichtbare Marken- und Funktionsmerkmale direkt aus dem Werkzeug.
Reduzierung von Montageaufwand
Durch die Integration mehrerer Komponenten in einem Fertigungsschritt entfallen separate Montageschritte. Dies spart nicht nur Zeit und Kosten, sondern erhöht auch die Produktionsgeschwindigkeit und die Qualität des Endprodukts.
Nachhaltigkeit
Besondere Verarbeitungsvarianten wie der Sandwichspritzguss ermöglichen die Einbringung von Recyclingmaterial in das Bauteilinneren, was die Nachhaltigkeit der Produktion unterstützt und negative optische oder olfaktorische Effekte kaschiert.
Herausforderungen und Lösungen
Trotz der zahlreichen Vorteile bringt der 2K-Spritzguss auch Herausforderungen mit sich:
- Komplexität des Prozesses
Das 2K-Spritzgussverfahren ist im Vergleich zum herkömmlichen Spritzguss komplexer, was zu höheren Werkzeugkosten führen kann. Diese Kosten werden jedoch oft durch den Wegfall von Montageprozessen und die höhere Produktqualität schnell amortisiert. - Teilehandling
- Insbesondere bei der Verarbeitung von weichen Materialien wie Silikon ist das Handling des Vorspritzlings kritisch, um Deformationen zu vermeiden. Der Einsatz von roboterbasierten Systemen oder spezialisierten Werkzeugtechniken kann hier Abhilfe schaffen.
- Materialauswahl
Die sorgfältige Auswahl kompatibler Materialien ist entscheidend für die Haftung und Funktionalität der Endprodukte. Eine gründliche Materialprüfung und -auswahl im Designprozess ist unerlässlich, um die gewünschten Eigenschaften zu erzielen. Unsere Materialübersicht kann Ihnen bei der Auswahl helfen.

Zukunftstrends und Ausblick
Mit dem Fortschritt in der Fertigungstechnologie und der zunehmenden Automatisierung werden die Möglichkeiten des 2K-Spritzgusses weiter wachsen. Der Einsatz von künstlicher Intelligenz zur Prozesssteuerung und Materialauswahl verspricht eine noch präzisere und effizientere Produktion.
Zudem wird die Nachhaltigkeit ein zentraler Treiber sein, wobei innovative Verfahren wie Recycling im Spritzguss eine immer größere Rolle spielen werden.
FAQ
Was ist der Unterschied zwischen 1K- und 2K-Spritzguss?
Beim 1K-Spritzguss entsteht ein Bauteil aus einem Material in einem Schuss. Beim 2K-Spritzguss werden zwei Materialien oder zwei Farben beziehungsweise Härten in einem abgestimmten Mehrkomponentenprozess zu einem Bauteil kombiniert, typischerweise als Träger plus Funktions- oder Oberflächenkomponente.
Welche Materialien werden beim 2K-Spritzguss verwendet?
Typisch sind Kombinationen aus Thermoplast/Thermoplast sowie Thermoplast mit TPE oder TPU für Hart/Weich-Anwendungen. Auch Thermoplast mit LSR ist möglich, erfordert jedoch häufig eine sehr saubere Abstimmung der Prozesskette. Entscheidend sind Haftung und Kompatibilität, das geeignete Temperaturfenster, mögliche Schwindungs- und Verzugsrisiken sowie die konkrete Anforderung an Haptik, Medien, Temperatur und Zulassungen.
Was ist der Unterschied zwischen 2K-Spritzguss und Umspritzen?
Umspritzen beschreibt den Vorgang beziehungsweise das Ergebnis, bei dem ein Substrat mit einem zweiten Material überzogen wird. 2K-Spritzguss beschreibt das Herstellprinzip im Mehrkomponentenprozess. Umspritzen kann 2K-Spritzguss sein, muss es aber nicht, etwa wenn Einlegeteile umspritzt werden oder eine Überspritzung in einem separaten Prozess erfolgt.
Was ist "2K-Kunststoff"?
"2K-Kunststoff" ist kein einzelner Werkstoff. Gemeint ist in der Regel ein 2K-Bauteil aus Kunststoff, das aus zwei Kunststoffkomponenten besteht, beispielsweise hart/weich oder zweifarbig. Es ist damit eher ein Bauteilbegriff als eine Materialbezeichnung.
Fazit
Der 2K-Spritzguss ist ein leistungsfähiges Verfahren, das durch die Integration mehrerer Kunststoffkomponenten in einem einzigen Fertigungsschritt vielfältige Vorteile bietet. Von verbesserten ergonomischen Eigenschaften bis hin zu ästhetischen Designoptionen und Kosteneinsparungen eröffnet der 2K-Spritzguss zahlreiche Möglichkeiten in der Kunststoffverarbeitung.
Trotz der Herausforderungen, insbesondere bei der Materialkompatibilität und dem Teilehandling, überwiegen die Vorteile, insbesondere durch den Wegfall von Montageprozessen und die gesteigerte Produktqualität. Zukünftige Entwicklungen in der Fertigungstechnologie werden die Effizienz und Anwendungsbreite des 2K-Spritzgusses weiter erhöhen und neue Maßstäbe in der Kunststoffproduktion setzen.
Haben Sie weitere Fragen zum 2K Spritzguss oder eine Idee zum fertigen?
👉Nähere Informationen zum Spritzguss können Sie hier nachlesen oder senden Sie uns gerne eine Anfrage!


